D108
Intermittent, Tray and Hood Packer
PROJECT DETAILS
CUSTOMER:
Bundaberg
PROJECT:
14838 Bundaberg Tray and Hood Packer
SPEED:
40 Bags per Minute
CONTROL SYSTEM:
Beckhoff Control
Festo Pneumatics
CONSTRUCTION:
Powder Coated Mild Steel
Play Video
Challenge
In 2017, Bundaberg sought our help transitioning their Brown Sugar and Icing Sugar lines from a manual, hand packing and box making system to a fully automated state-of-the-art process. They were repeat customers, having already worked on a Bag Filling system, and the company was undergoing a massive revamp in how their product was to be presented in-store. Their Australian supermarket customers were demanding that the complete range be shelf-ready.
RML’s experience with all the idiosyncrasies of sugar (water-like when dry and concrete-like when wet) came to the fore, and we had to specify materials and design elements which could handle both this and all the humidity in Queensland.
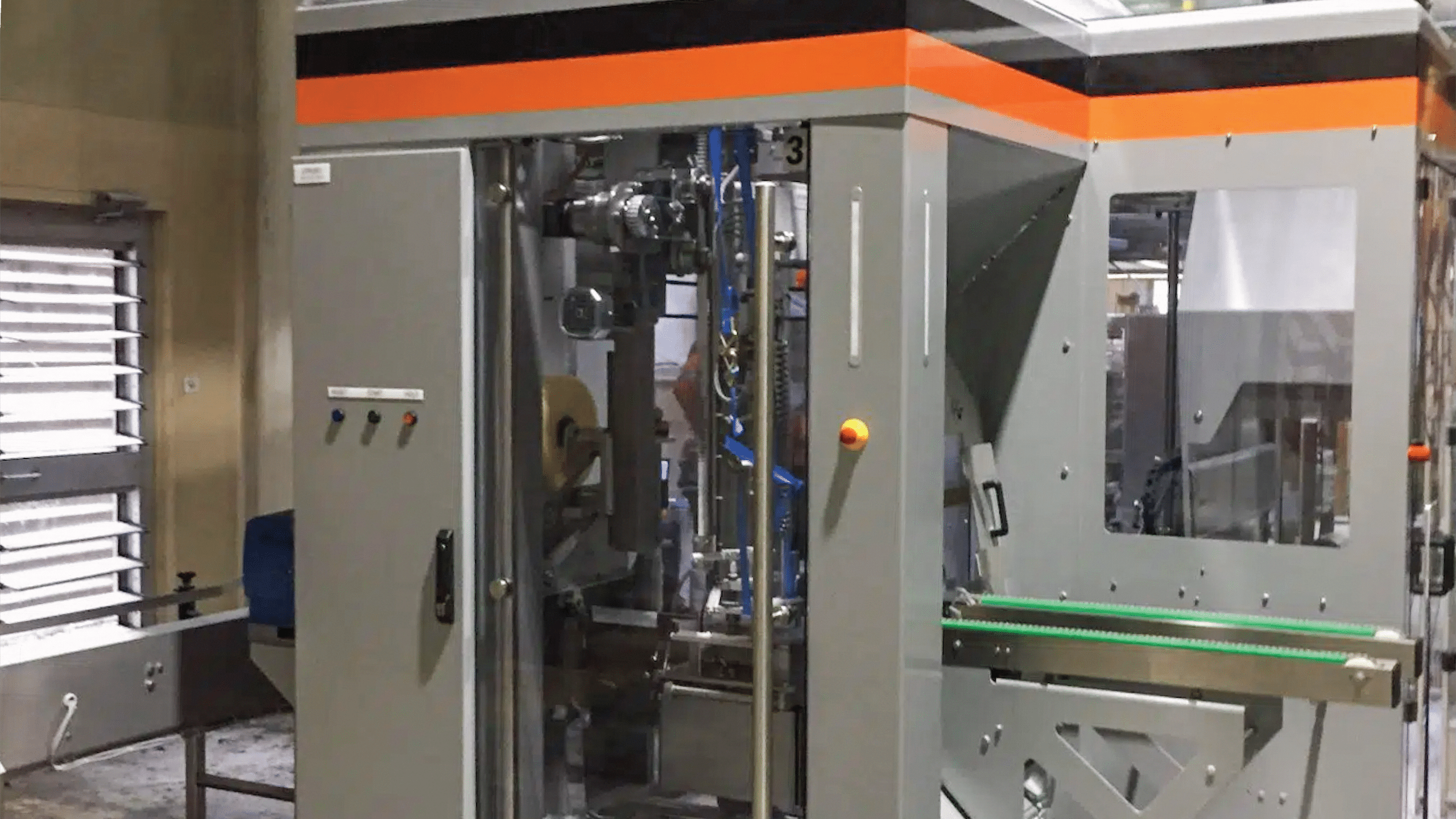
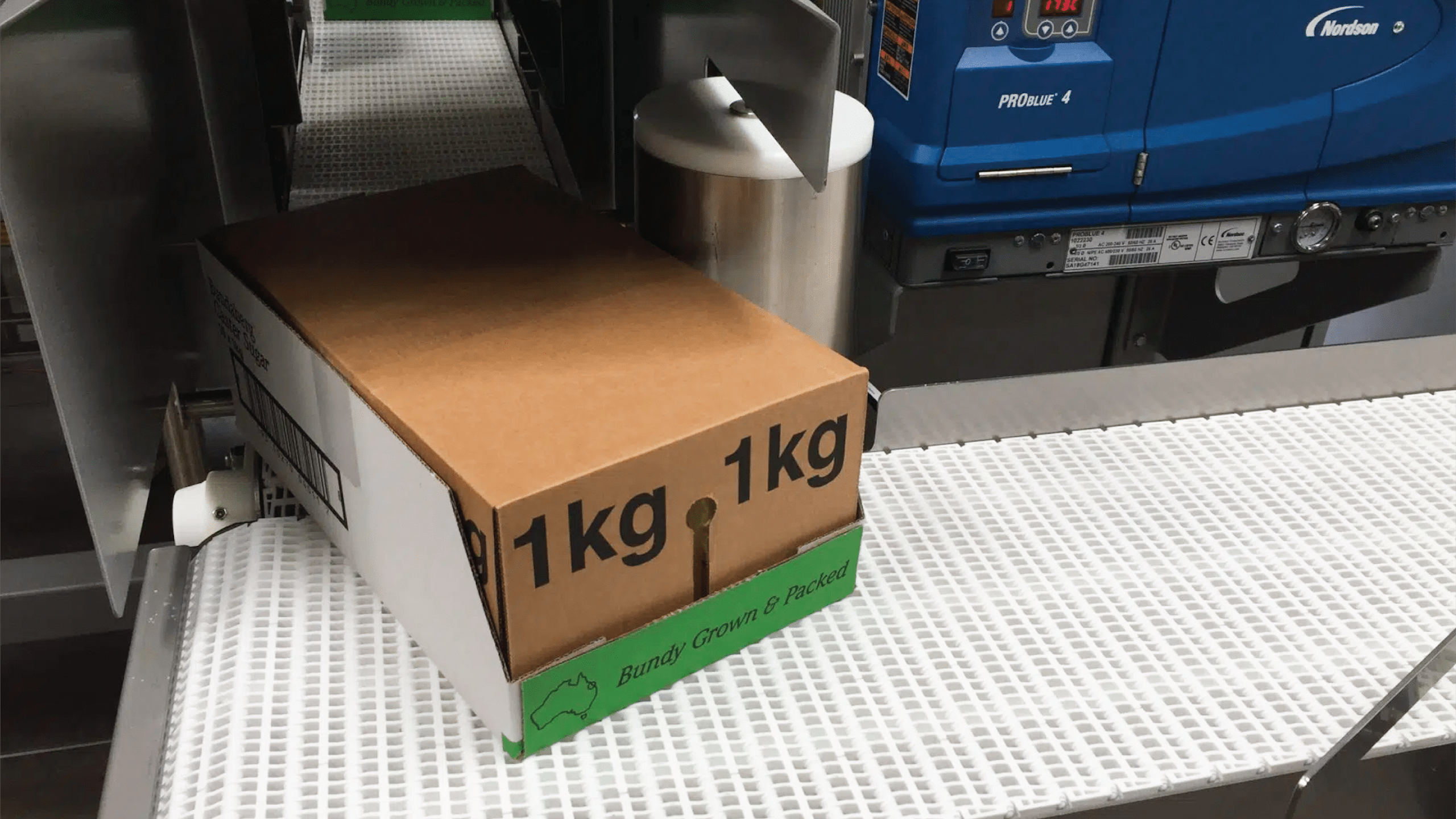
Solution
After our normal Solution and Design stage collaboration, we provided a customised case packer with a T-Bot robot. The T-Bot is a two-axis robot with articulating flaps on a vacuum plucking pickhead. A racetrack collates the incoming product into the desired number of rows. The T-Bot plucks and folds a lid before picking up the collated product inside the lid. A second plucker picks the base from the magazine and places it into the main drive where glue is applied, the product and lid are placed on the unfolded base by the T-Bot. The base is folded as it is lowered through a form. Finally, the assembled tray and lid is outfed through a tape machine. To ensure there is no contamination from dust, we put a roof on the machine, and we specified zero greasy bearings be used as these would attract dry sugar and potentially seize up over time.