A101
Injection Moulded Part Assembler
PROJECT DETAILS
CUSTOMER:
DEC Plastics
PROJECT:
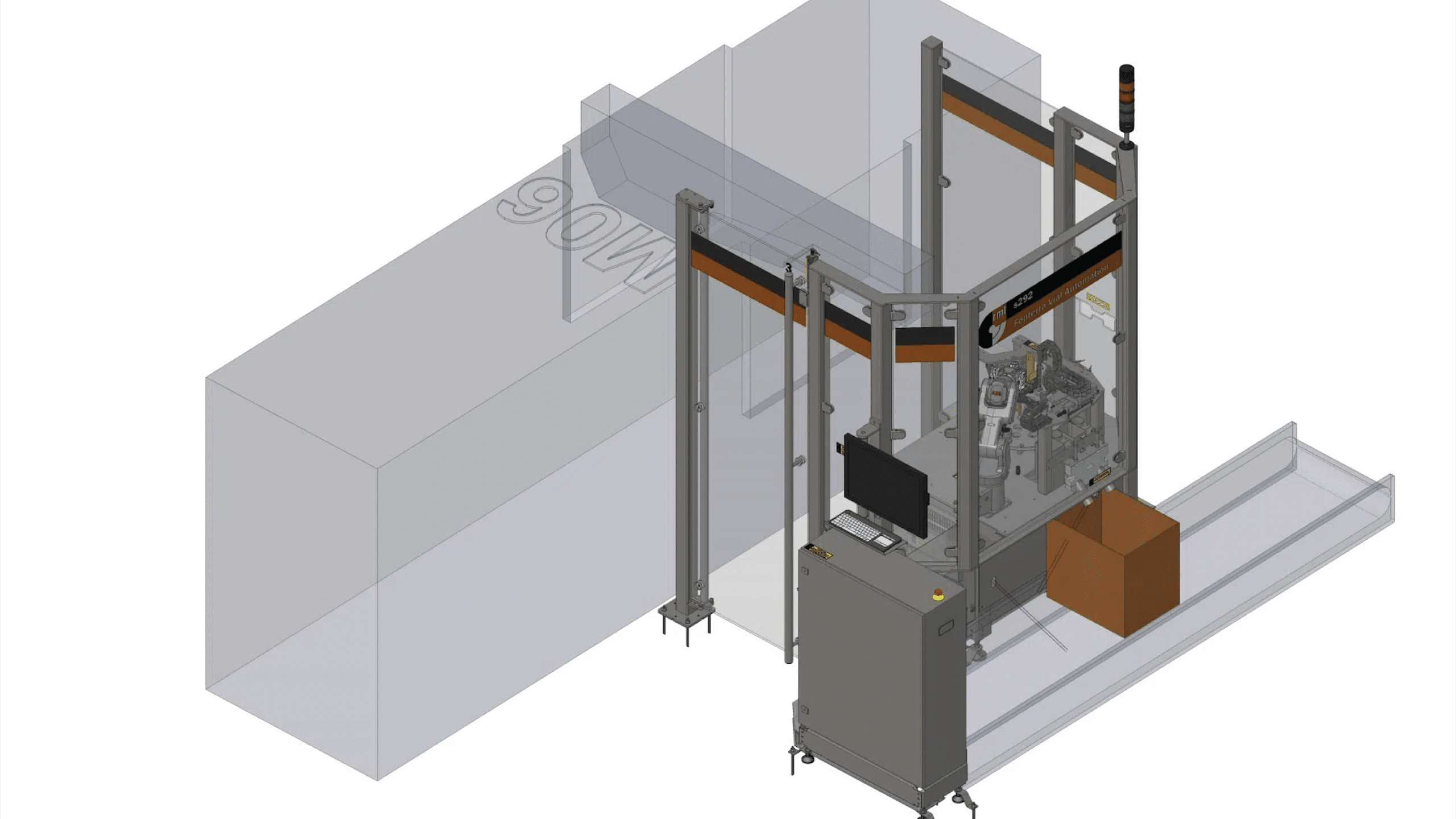
30180 Vial Automation
SPEED:
36 Vials Per Minute
CONTROL SYSTEM:
Beckhoff Control
SMC Pneumatics
CONSTRUCTION:
Stainless Steel Chassis
Challenge
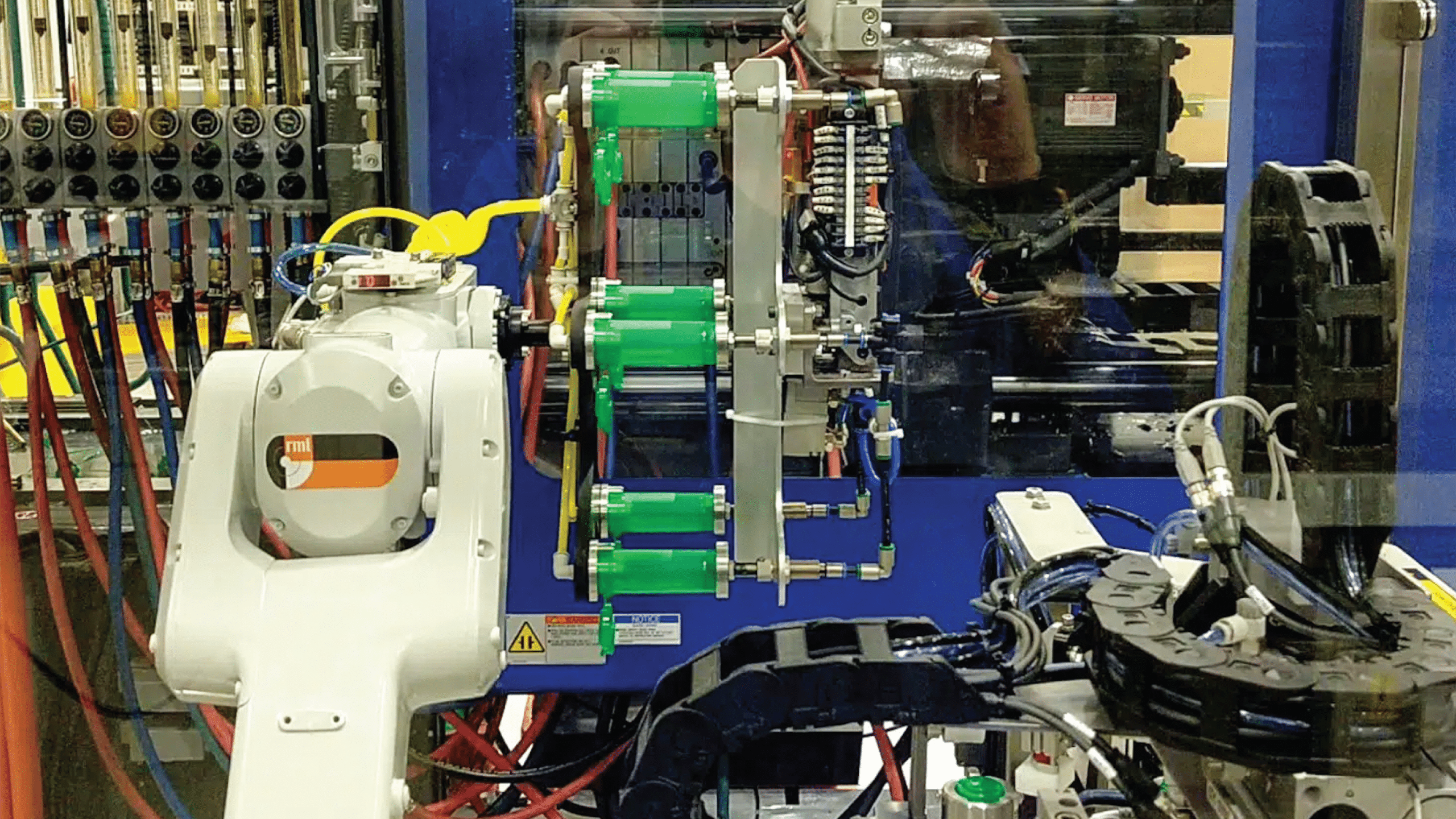
The first challenge was taking the plastic vials from the injection moulding machine robot. The robot holds 6 vials at the time in the horizontal position.
The second challenge was to close both the main lid with anti-tamper seal and the top cap. The anti-temper seal required a small plastic pin to be pushed into locating tag as the lid is closed. The top cap could only be closed 80% to allow users to reopen the cap.
Challenge three was accepting round RFID tags from the sorting machine, orienting and positioning the tags before punching them into the base of the vials.
The reject system required a reliable method of reading the lid position before deciding to eject of reject.
Solution
To accept the vials from the injection moulding machine a robotic arm is used with a custom vacuumed operated pick-head.
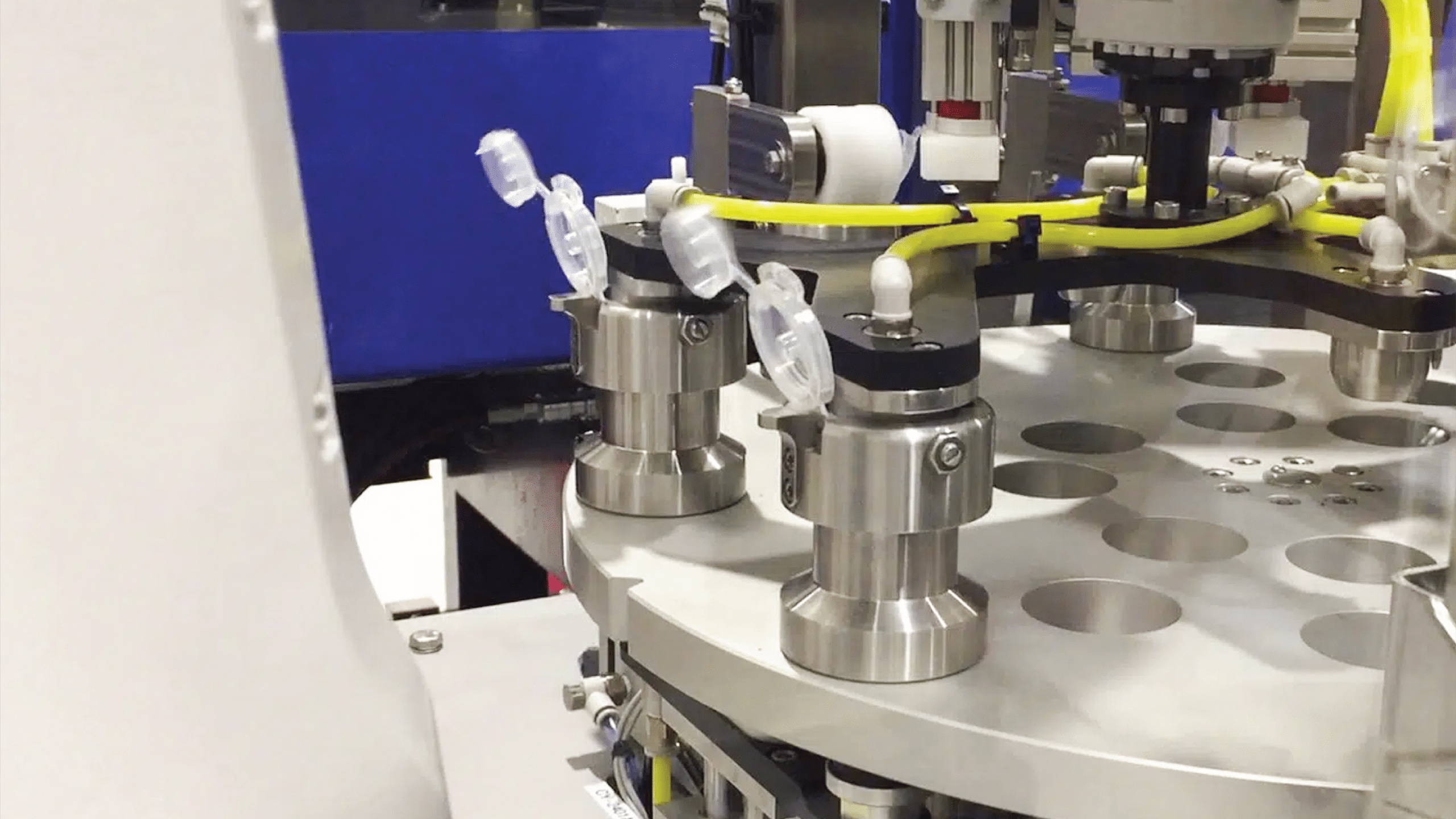
The vials are inserted into cups on a rotary table, the table rotates the vials through four stations to complete the various tasks.
At station one the vials are loaded onto the table.
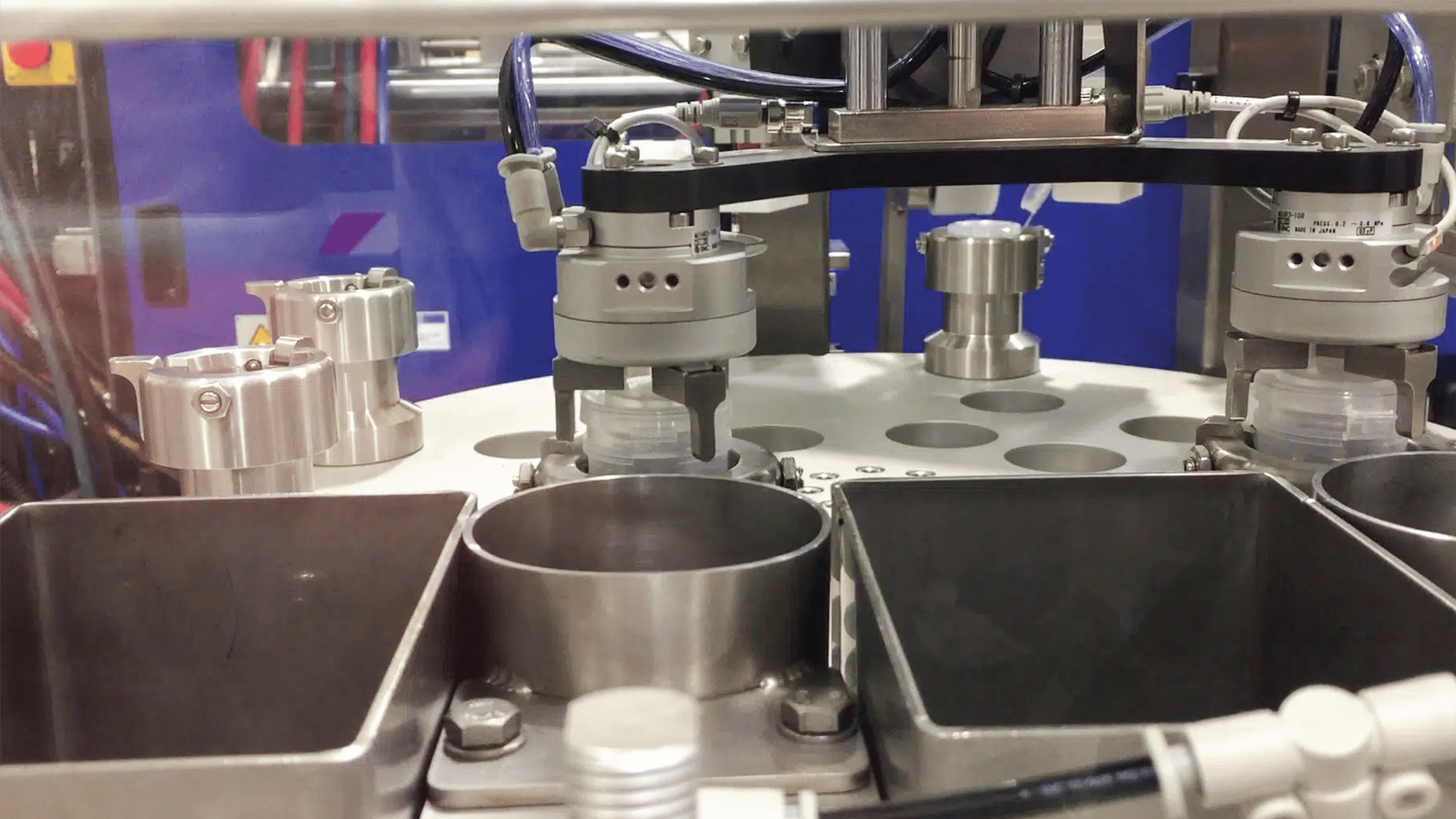
Station two closes both vial lids one at the time using pneumatically actuated rollers and plungers.
Station three accepts the RFID tags from the sorting machine and stacks them vertically using a funnel system. A slide plate takes the tags two at a time and places them under the vials for punching.
Station four uses data about the vial quality from proximity sensors and four axis pneumatic control to correctly eject or reject the product.