Fonterra were looking to upgrade an older slower piece of equipment that no longer met the high standards they require. RML had recently installed two other D103 Case Packers onto the Whareroa site so they naturally engaged the team at RML again.
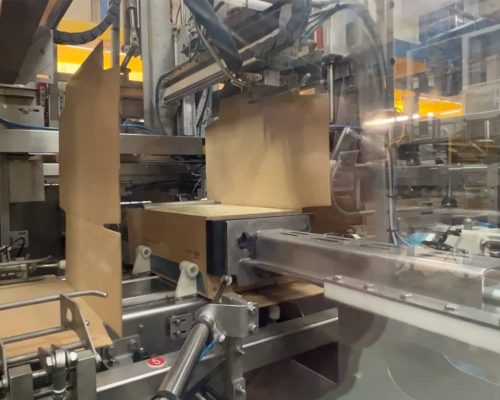
The D103 Case Packer provided for this project is customised in two ways. A collar inserter module is included, this module inserts a collar around the outer edge of the block to provide an extremely strong box, specifically designed to protect the block of cheese from large stacking weights that are applied during the storage life of the block. In doing so Fonterra can get the best yield from the 20kg block when cutting for retail sales.
The second customisation was the design of the infeed supply and outfeed takeaway system. At times blocks and boxes needed to be inverted when entering or leaving the machine. RML worked with the Fonterra site team to design a system that could do what was required in the small space available in a safe and operable way. RML continues to work with the Fonterra Whareroa site team to assist them where required in various aspects from machine building and conveyor solutions, to dairy component supply.



The RML team showed commitment throughout our AGV development journey. They listened carefully to our needs, understood the challenges we faced, and turned complex issues into opportunities.
We have found RML to be a professional automation solutions provider dedicated to developing, building and maintaining our sophisticated equipment. Their open and honest approach has resulted in very positive outcomes for us.
From the first day we sat down with the RML team, through to today, we’ve been so impressed by the level of service and quality of machinery that they have built for us.
We set RML a challenge, design and build a new butter packing machine for a challenging application. RML produced a smart and effective solution that exceeded our expectations.
The design process went very smoothly, start up and commissioning went better than we anticipated. We have found the RML team to be professional, proactive and very responsive to questions and quick to resolve any problems for us.
Of all of the types of packers that we have on site (past and present) the RML packers have proven to be the most reliable, and easiest to maintain.
Ongoing service and support is important to us. RML knew this and I am pleased to say we are not disappointed. I have and will continue to recommend RML to others in our industry based on our experience
RML worked with us to understand our requirements and designed a solution to suit our needs. RML delivered an automated system to service two moulding machines producing the Gallagher Ring Top Posts.
Our integrated, advanced operation ensures the best quality cream cheese is produced consistently.
The background of RML and their ability to automate our process ticked all the boxes
IF YOU HAVE A PRODUCTION CHALLENGE,
WE’D LOVE TO SOLVE IT.